

Bästa tillverkare och fabrik för fordonssvetsarmatur i Kina
Företagsutveckling
- 2011 grundades TTM i Shenzhen.
- 2012 flyttade till DongGuan;Bygga samarbetsrelationer med Magna International Inc.
- 2013 Introducerar mer avancerad utrustning.
- 2016 introducerade storskalig CMM-utrustning och 5-axlig CNC-utrustning;Samarbetade med OEM Ford Completed Porsche, Lamborghini och Tesla CF-projekt.
- Under 2017 flyttade till nuvarande anläggningsplats;CNC utökades från 8 till 17 set.Top Talent Automotive Fixtures & Jigs Co.Ltd etablerades
- Under 2018 samarbetade med LEVDEO automotive och färdigställde bilproduktionslinjen.4-axlig höghastighets-CNC introducerades, den totala mängden CNC nådde 21.
- 2019 etablerades Dongguan Hong Xing Tool & Die Manufacturer Co., Ltd.(One stop service) Samarbetade med Tesla Shanghai och Sodecia Tyskland.Byggde ett nytt FoU-laboratorium för automation.
- Under 2020, samarbetade med OEM ISUZU i SA; Slutförde RG06 One-Stop Service.
- År 2021 går vi framåt med kvalitetstron för att skapa ett företag i världsklass.
- År 2022 grundades TTM Groups kontor i Dongguan City, New CNC 4-axel*5 set, New Press*630 ton, Hexagon Absolute Arm.
- År 2023 bygger TTM en ny anläggning för kontroll av fixtur- och svetsfixturverksamhet;lägga till en 2000T-press.

Kontrollfixtur & svetsjiggfabrik (Total yta: 9000m²)

Fabrik för stansverktyg och stansar och bearbetade delar (Total yta: 16 000 m²)
Produktbeskrivning
| produktnamn | Svetsfixtur |
| Ansökan | Automotive CCB, Front End, WS Spring Link, Front Bumper etc. |
| Svetstyp | Punktsvetsning, Bågsvetsning, (CNC/Montering) Specialsvetsfixtur |
| Märke pneumatiska komponenter | SMC, FESTO, TUENKERS, CKD, Manuell klämma |
| Märke elektriska komponenter | OMRON, Mitsubishi, Siemens, Balluff |
| Material (block, lokaliseringsstift) | 45# Stål, koppar, rostfritt stål |
| Operation Way | Robotsvetsning, Manuell Svetsning, Specialmaskinsvetsning |
| Kontrollerande sätt | Luftkontroll (pneumatisk reglerventil), elektrisk kontroll (magnetventil), manuell, ingen magnetventil krävs Tillhandahåll kontaktbrytare |
| Spännväg | Pneumatisk, manuell |
| Kommunikationssätt Med Svetscell | EtherCAT, PROFINET, CC-LINK |
| Kommunikationsreläbox | Elbox ledningsväg, Quick socket typ, Magnetventil ö typ |
| Svetsfixtur Bastyp | Fast på golvet, Positioner/Flip Tye |
| Piping Way | Enskiktsrör, flamskyddsrör, koppar/rostfritt stålrör |
| Fixtur Ytbehandling | Målning, Målning+Svartoxidering, Förzinkad, Pulvermålning |
| Ledtid | 2-4 veckor för design och designgranskning; 10-12 veckor för tillverkning efter konstruktionsgodkännande 7-10 arbetsdagar för flygfrakt; 4-5 veckor för att dricka havet |
| Dö livet | Beror på kundens produktionskapacitet |
| Kvalitetsförsäkring | CMM-inspektion Testa med prover Uppköp på plats Online video Web Conference Buy-Off Lösning av uppköpsproblem |
| Paket | Trälådor för prover;Trälådor eller pallar för inventarier; |
Bilsvetsarmaturär avgörande verktyg i tillverkningsprocessen för bilar.Dessa specialiserade fixturer är designade för att säkerställa exakt inriktning och montering av olika komponenter, vilket underlättar svetsning av chassi, karosspaneler och andra kritiska delar.I denna omfattande översikt kommer vi att utforska nyckelaspekterna av fordonssvetsarmatur, inklusive deras betydelse, designöverväganden, tillverkning, kvalitetskontroll och deras roll i bilindustrin.1. Betydelsen av svetsarmatur för fordon:
Svetsanordningar för fordon spelar en viktig roll vid tillverkning av bilar av flera skäl: Precision: De säkerställer exakt inriktning av komponenterna, vilket leder till konsekventa och exakta svetsar.Detta är avgörande för fordonets strukturella integritet och säkerhet.
Effektivitet: Svetsfixturer påskyndar monteringsprocessen, vilket minskar tillverkningstiden och arbetskostnaderna.Kvalitetssäkring: Genom att hålla delar i rätt positioner minimerar fixturer risken för fel och defekter i slutprodukten.Konsistens: Fixturer ger konsekventa resultat, oavsett förarens kompetensnivå, vilket är avgörande för att uppnå enhetlig fordonskvalitet.2. Konstruktionsöverväganden: Att designa svetsarmatur för fordon är en komplex process som kräver noggrant övervägande av olika faktorer: Fordonsmodell: Armaturens design måste motsvara det specifika märket och modellen på det fordon som tillverkas.Detta kräver en djup förståelse för fordonets monteringskrav.Delplacering: Fixturen måste exakt placera olika fordonskomponenter, såsom karosspaneler, chassisektioner och ramkomponenter.Detta involverar exakta placeringspunkter, klämmekanismer och stödstrukturer.Tolerans och uppriktning: Ingenjörer måste överväga snäva toleranser och uppriktningskrav för att säkerställa att komponenterna passar ihop perfekt.
Materialval: Valet av material för armaturen är avgörande.Den ska vara hållbar, värmebeständig och styv för att klara svetsprocessen.Ergonomi: Fixturer bör utformas för att vara lätt att använda och förarens säkerhet.Detta inkluderar hänsyn till åtkomst, synlighet och ergonomi under svetsoperationer.3. Fixturtillverkning:
Tillverkningen av fordonssvetsarmatur innefattar flera steg:
CAD-design: Designers skapar detaljerade 3D CAD-modeller av fixturen, anger position, orientering och klämpunkter för varje komponent.Materialval: Baserat på designspecifikationerna väljs lämpliga material, ofta stål eller aluminium, för fixturens konstruktion.Komponenttillverkning: Enskilda komponenter, inklusive stödstrukturer, klämmor och positioneringselement, tillverkas exakt med CNC-bearbetning och andra specialiserade tekniker.Svetsning och montering: Skickliga svetsare och tekniker monterar komponenterna och ser till att de passar ihop exakt och säkert.Testning: Fixturen genomgår rigorösa tester för att säkerställa att den uppfyller inriktningen och toleranserna som krävs för korrekt svetsning.Detta inkluderar provmontering av fordonskomponenter.Kalibrering: Fixturen är kalibrerad för att säkerställa att den förblir i perfekt inriktning och behåller sin strukturella integritet.4. Kvalitetskontroll: Att upprätthålla högkvalitativa standarder under hela fixturens tillverkningsprocess är väsentligt: Inspektioner: Regelbundna inspektioner utförs för att verifiera noggrannheten, hållbarheten och funktionaliteten hos fixturkomponenterna.
Toleranskontroller: Exakta mätningar och toleranskontroller utförs för att bekräfta att fixturen uppfyller de krav som krävs.
Inriktningsverifiering: Fixturer verifieras för att säkerställa att de bibehåller korrekt inriktning och orientering för montering.5. Roll i fordonsindustrin: Svetsfixturer för fordon är integrerade i fordonstillverkningsprocessen: Chassisvetsning: Fixturer säkerställer noggrann inriktning av chassikomponenter, inklusive ramsektioner och upphängningskomponenter.Svetsning av karosspaneler: De håller karosspaneler, såsom dörrar, motorhuvar och stänkskärmar, i rätt lägen för svetsning, vilket bidrar till fordonets övergripande strukturella integritet.Sömsvetsning: Fixturer används vid svetsning av sömmar, fogar och anslutningar för att skapa starka och pålitliga bindningar.
Svetsautomation: I många fall är svetsfixturer integrerade med robotsvetsceller för automatiserad produktion, vilket ytterligare förbättrar effektiviteten och konsistensen.6. Anpassning för fordonstillverkare: Tillverkare av svetsarmatur för fordon specialiserar sig ofta på att skapa specialanpassade fixturer skräddarsydda för individuella fordonstillverkares unika behov.Dessa armaturer är designade för att möta branschspecifika standarder och krav, och de kan anpassas för olika fordonsmodeller inom tillverkarens produktlinje.Sammanfattningsvis är svetsarmaturer för fordon en kritisk komponent i biltillverkningsprocessen.
Solutions (Turnkey Solutions Service)
Kaross i vitt monteringssystem:
1, Komplett Car Body Welding Line
2, Single FriståendeSvetscell
CCB ASSYSvetsfixtur, Golvpanna ASSY svetsfixtur, styrhus ASSY svetsfixtur, AB Ring ASSY AB svetsfixtur, säte ASSY svetsfixtur, framsätes tvärbalk svetsfixtur, frontänd ASSY svetsfixtur, instrumentpanel ASSY svetsfixtur, cowl ASSY svetsfixtur och rocker ASSY Svetsarmaturtillverkare, designföretag och fabrik.
ISO-ledningssystem för svetsarmatur
Vårt team för svetsarmatur


Våra fördelar
1.Rik erfarenhet av automatisk tillverkning och företagsledning.
2. One Stop Service för stämplingsverktyg, kontroll av fixtur, svetsfixturer och celler för att uppnå timing och kostnadsbesparingar, kommunikationsbekvämlighet, för att maximera kundernas vinster.
3. Professionellt ingenjörsteam för att slutföra GD&T mellan en del och monteringskomponent.
4. Nyckelfärdig lösning Service-stämplingsverktyg, kontroll av fixturer, svetsfixturer och celler med ett team.
5. Stark kapacitet med internationell teknisk support och partnerskapssamarbete.
6.Big kapacitet: Kontrollfixtur, 1500 set/år;Svetsfixtur och celler, 400-600 set/år;Stämplingsverktyg, 200-300 set/år.
Vi har mer än 352 anställda, varav 80 % är seniora tekniska ingenjörer.Verktygsavdelning: 130 anställda, Svetsarmaturavdelning: 60 anställda, Kontrollarmaturavdelning: 162 anställda, Vi har ett professionellt sälj- och projektledningsteam, långtidsservice utomlandsprojekt, från offertförfrågan till produktion, leverans, efterförsäljning, vårt team kan hantera alla problem för våra kunder på kinesiska, engelska och tyska språket.
Stora projekt Erfarenhet av svetsceller och svetsfixturer
| Stort projekt för svetsfixturer (2019-2021) | |||||
| Artikel | Beskrivning | Typ | Projektnamn | Antal (uppsättningar) | År |
| 1 | CCB WF | Bågsvetsning | VW MEB31 | 60 | 2019-2021 |
| 2 | CCB WF | Bågsvetsning | VW MEB41 | 10 | 2020 |
| 3 | CCB WF | Bågsvetsning | VW 316 | 4 | 2020 |
| 4 | CCB WF | Bågsvetsning | Ford T6 | 8 | 2021 |
| 5 | CCB WF | Bågsvetsning | ISUZU RG06 | 3 | 2020 |
| 6 | CCB WF | Bågsvetsning | Bcar, BSUV | 6 | 2020 |
| 7 | CCB WF | Bågsvetsning | Bcar, BCAR | 7 | 2020 |
| 8 | Golvpanna WF | Sopt Welding | SK326/0RU_K Karoq RU | 15 | 2019 |
| VW316/5RU_K Tarek RU (19003) | |||||
| 9 | WS Spring Link WF | Bågsvetsning | WL/WS | 4 | 2019 |
| 10 | Tvärbalksfästen WF | Bågsvetsning | WL/WS | 12 | 2019-2021 |
| 11 | Främre stötfångare WF | Bågsvetsning | VW281 | 14 | 2019 |
| 12 | Chassi WF | Bågsvetsning | ISUSU RG06 | 18 | 2019 |
| 13 | SL ASY och MBR och EXT ASY | Punkt- och bågsvetsning | Ford P703 | 25 | 2019-2021 |
| 14 | CCB WF och Wroking Cell | Bågsvetsning | ISUSU RG06 | 6 | 2020 |
| 15 | Framsätes tvärled WF | Sopt Welding | Volkswagen AG MEB316(20001) | 4 | 2020 |
| 16 | Golvpanna WF och gripare | Sopt Welding | AUDI/ PORSCHE PPE 41 (19017 Fas 1) | 18 | 2020 |
| 17 | Wheel House WF och Grippers | Bågsvetsning | Ford BX755 (19018) | 6 | 2020 |
| 18 | AB Ring WF och Gripare | Bågsvetsning | Ford BX755 (19018) | 14 | 2020 |
| 19 | Dash Panel WF och Grippers | Sopt Welding | Sydafrika Ford T6(17028-1) | 10 | 2020 |
| 20 | Cowl WF och Grippers | Punktsvetsning | Sydafrika Ford T6(17028-3) | 6 | 2020 |
| 21 | Front End WF och Grippers | Punkt- och bågsvetsning | Sydafrika Ford T6(17025) | 10 | 2020 |
| 22 | Rocker WF och Grippers | Punktsvetsning | Sydafrika Ford T6 (19029) | 8 | 2020 |
| 23 | Golvpanna WF och gripare | Sopt Welding | AUDI/ PORSCHE PPE 41 (19017 Fas 2) | 63 | 2021 |
| 24 | Bakre stötfångare och chassi WF | Bågsvetsning | Ford P703 & J73 | 36 | 2020-2021 |
| Stort projekt för svetsfixturer (2022) | |||||
| Artikel | Beskrivning | Typ | Projektnamn | Antal (uppsättningar) | År |
| 25 | Mittkanalförstärkning WF | Sopt Welding | Vinfast VF36 | 8 | 2022 |
| 26 | Golvpanna WF och gripare | Sopt Welding | AUDI/ PORSCHE PPE 41 (19017 Fas 3&4) | 39 | 2022 |
| 27 | Golvpanna WF | Soptsvetsning och projektionssvetsning | Ford P703 PHEV | 29 | 2022 |
| 28 | Golvpanna WF och gripare | Sopt Welding | Porsche E4 Floor Pan (21050) | 16 | 2022 |
| 29 | Golvtunnel WF | Lasermärkning | VW Golvtunnel (21008) | 2 | 2022 |
| 30 | Säte ASSY WF och verktyg | Bågsvetsning | BYD Seat ASSY | 40 | 2022 |
| 31 | Golvpanna WF | Punkt- och bågsvetsning | Ford Renovering | 24 | 2022 |
| 32 | CCB WF | Bågsvetsning | VW Cyclone CCB(21037) | 10 | 2022 |
| 33 | CCB WF | Bågsvetsning | VW MQB37(22022) | 16 | 2022 |
| 34 | A&B-pelare WF | Punktsvetsning | Gestamp GS2203 | 8 | 2022 |
| 35 | Robotcellsbas | NA | VW Cyclone | 4 | 2022 |
Tillverkningscenter för svetsarmatur
Vi kan bygga alla typer av svetsarmatur i olika storlekar inklusive stora storlekar eftersom vi har stora CNC-maskiner.Med en mängd olika mekanisk utrustning som fräsning, slipning, trådskärningsmaskiner och borrmaskiner kan vi effektivt och noggrant styra bearbetningsprocessen.
25 uppsättningar CNC med 2-skift igång
1 set med 3-axlig CNC 3000*2000*1500
1 set med 3-axlig CNC 3000*2300*900
1 set med 3-axlig CNC 4000*2400*900
1 set med 3-axlig CNC 4000*2400*1000
1 set med 3-axlig CNC 6000*3000*1200
4 Set med 3-axlig CNC 800*500*530
9 Set med 3-axlig CNC 900*600*600
5 Set med 3-axlig CNC 1100*800*500
1 set med 3-axlig CNC 1300*700*650
1 set med 3-axlig CNC 2500*1100*800



5-axlig CNC-maskin

4-axlig CNC-maskin
Monteringscenter för svetsfixtur



CMM Mätcentrum För Svetsfixtur
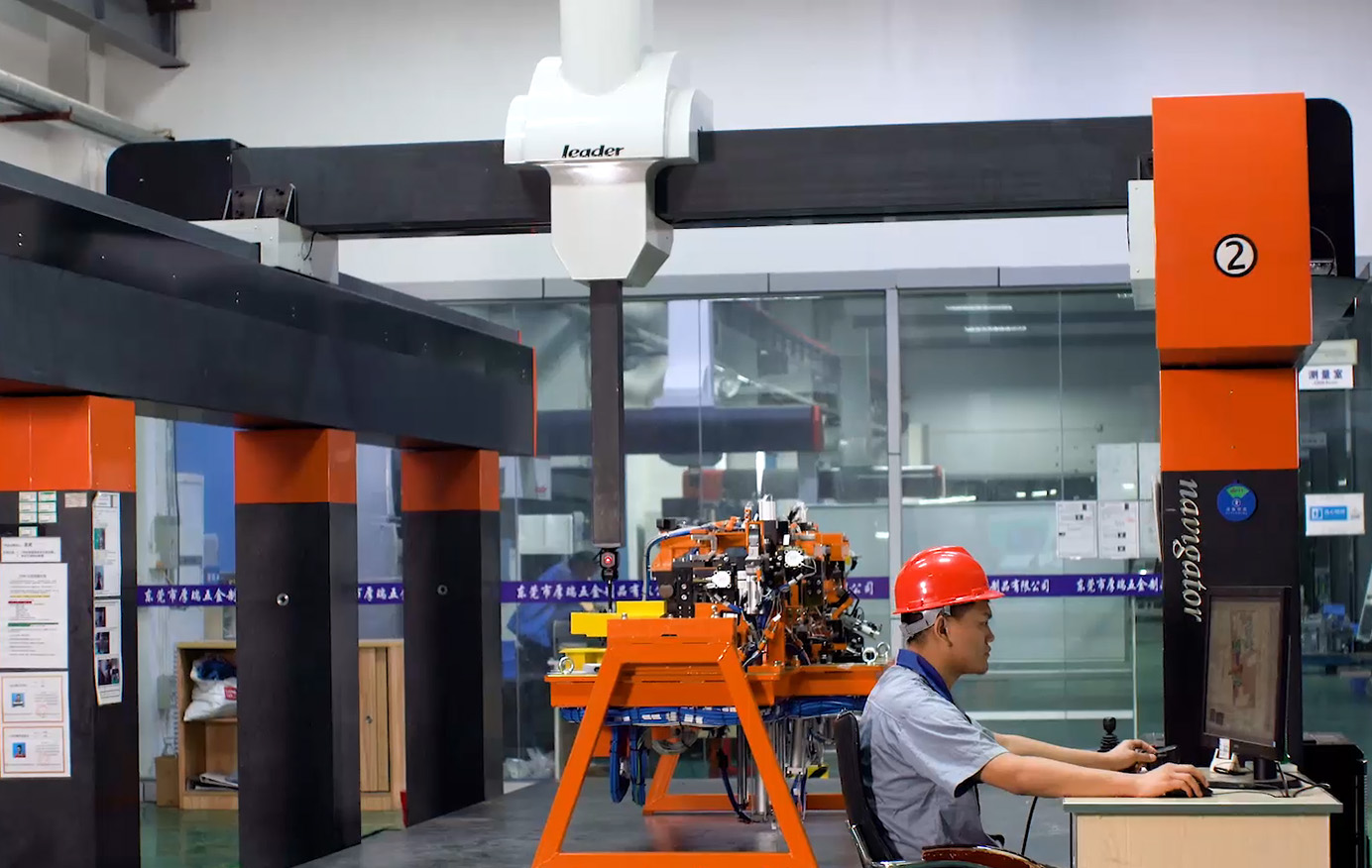


Odin bra utbildade personal kommer att ta hand om varje gång i varje program vi har.Vi kan göra alla krav från kunden, för att ha den största tillfredsställelsen även i CMM.
3 uppsättningar CMM, 2 skift/dag (10 timmar per skift mån-lör)
CMM, 3000*1500*1000 , Leader CMM, 1200*600*600 , Leader Blue-light Scanner
CMM, 500*500*400, Hexagon 2D-projektor, hårdhetstestare







.png)
.png)