



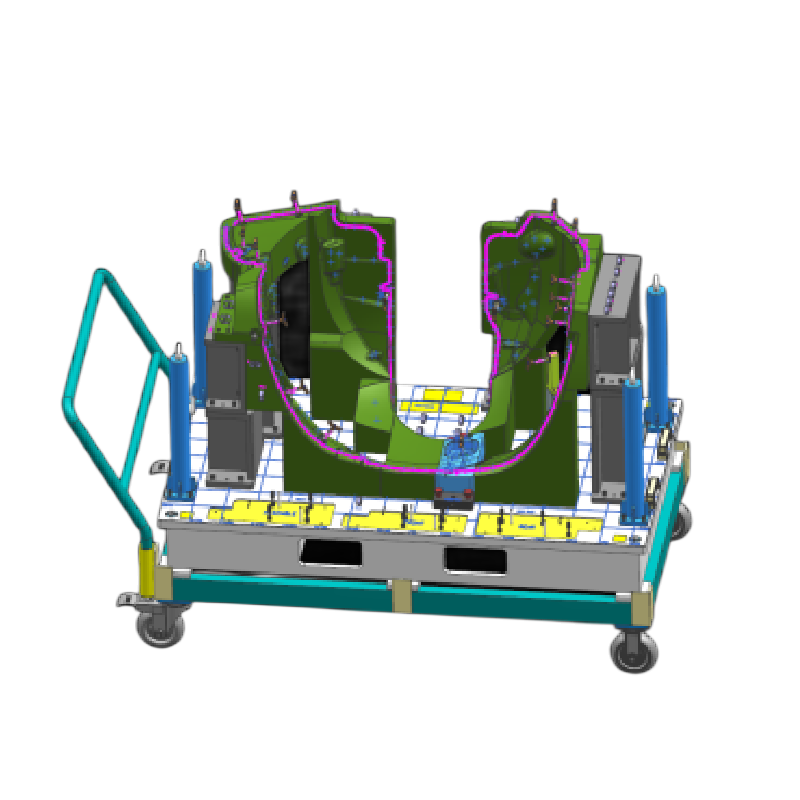
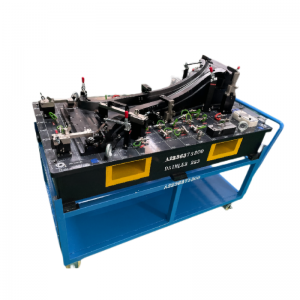
Wheel House Liner Enkel plastkontrollfixtur
Video
Fungera
För Wheel House Liner CF kvalitetskontroll och stöd för att förbättra kapacitetshastigheten för fordonsproduktionslinjen.
Specifikation
| Fixturtyp: | Wheel House Liner CF |
| Storlek: | 1800*900*1500 |
| Vikt: | 145 kg |
Produktinformation

Användning och underhåll
X167 används i stället för styckearbetet under testplats plattform, stödstång inklusive horisontell stödstång och den vertikala stödstången, horisontell stödstång är fixerad på basen, nivån på stödstången placerad på en mikrometer, vars karaktär är: Mikrometer och fixerad på cylindern, cylindern är fixerad på den fasta plattan, en fast platta genom den första transmissionsanordningen fixerad på den horisontella stödstången, den första transmissionsanordningen inkluderar nivå inuti stödstången först för hålighet, placerad i den första den första skruven för kavitet, i den första inställningsskruven på det första fasta blocket, den första som öppnar den första långa slitsen för kavitetsyta, Det första fasta blocket genom det första långa spåret nära kavitetsväggen i den inhysande kaviteten, det första fasta blocket är försedd med ett gängat hål med den första skruven;Placera bordets botten horisontellt.
Förbunden med ett andra fast block, basen är försedd med en andra skruv, ansluten till den andra skruven på den andra motorn, basytan är placerad på plattan är försedd med ett andra långt spår, det andra fasta blocket är försett med invändigt gänga och sätt på den andra skruven, det andra fasta blocket och den andra långa spårväggen stänger och förlänger plattans yta;Ett flertal stödblock är anordnade på den horisontella plattformen, och stödblockets yta är anordnad i en båge och nära den
Yta på ackord som ska mätas.
Sidoväggen är försedd med en anslutningsport och den negativa trycksugaren är ansluten till ytan av stödblocket, och den negativa trycksugaren är nära ytan av stödblocket, och limmet är fixerat.Enligt ett broinspektionsverktyg som nämns i kravet.
Den första cylindern är försedd med ett kortblock, den fasta plattan är försedd med en kortplats, kortblockskort.
I kortfacket är änden av den fasta plattan vinkelrät mot den fasta plattan är försedd med en vertikal platta, den vertikala plattan öppnas med ett runt hål, den andra cylindern är fixerad i den vertikala plattan och kolvstången är ansluten till den första cylindern genom det runda hålet.
Mindre avvikelser i monteringsprocessen.Inspektionsverktyget i 03 känd teknik fästs av kollekten och mikrometern fixeras av collecten, som drivs av cylindern eller direkt utförs manuellt.
Detektering, denna detekteringsmetod finns i ackordsutsläppet.
En rad problem, såsom avvikelse, finns under utjämningsprocessen, vilket allvarligt påverkar testarens detekteringsnoggrannhet.Bruksmodellen tillhandahåller en ny typ av hyttkontrollverktyg som kan lösa ovanstående tekniska problem.Bruksmodellen realiseras med följande tekniska schema: ett hyttinspektionsverktyg består av en bas och en stödstång, basen är försedd med en placeringsplattform för placering av ackordet som ska testas, stödstången inkluderar en horisontell stödstång och en vertikal stödstången, den horisontella stödstången är fixerad på basen och den horisontella stödstången är placerad på basen Mikrometer, mikrometern är fixerad på den första cylindern, den första cylindern är fixerad på den fasta plattan, den fasta plattan är fixerad på den horisontell stödstång genom den första transmissionsanordningen, innefattar den första transmissionsanordningen ett horisontellt stöd.
Den första inrymningshåligheten i stolpen, den första skruven placerad i den första upptagningshålan, sätts in i den första.
Det första fasta blocket på skruven, den första mottagningshålighetens yta är försedd med ett första långt spår, det första fasta blocket genom det första långa spåret nära den mottagande kavitetsväggen, det första fasta blocket är anordnat med den första skruven.
Ett flertal stödblock, med stödblocksyta anordnad båge, nära ytan på ackordet som ska testas.Företrädesvis är placeringsplattformen och stödblocket försedda med en sammankopplad luftväg, och luftvägen är på placeringsplattformen.
Arbetsflödet
1. Fick inköpsordern-——->2. Design-——->3. Bekräfta ritningen/lösningarna-——->4. Förbered materialen-——->5. CNC-——->6. CMM-——->6. Montering-——->7. CMM-> 8. Besiktning-——->9. (tredje delens inspektion vid behov)-——->10. (internt/kund på plats)-——->11. Förpackning (trälåda)-——->12. Leverans
Tillverkningstolerans
1. Bottenplattans planhet 0,05/1000
2. Tjockleken på basplattan ±0,05 mm
3. Platsdatum ±0,02 mm
4. Ytan ±0,1 mm
5. Kontrollstiften och hålen ±0,05 mm






.png)
.png)